

Printing Perspective
@printperspective.bsky.social
Hey, I am Gerard and I specialize in creating videos that focus on exploring the performance of 3D printing-related designs, concepts, settings, and products.
Pinned

If you have ever wondered how much PLA, PETG, ASA, PA, and PET print strength are affected by the part cooling, here is the new video:
youtu.be/LLr1J-xyRG4
Results are very surprising! 😎
Small sneak peek of PLA results!
#3dprinting #3dprint #3dprinter #filament
youtu.be/LLr1J-xyRG4
Results are very surprising! 😎
Small sneak peek of PLA results!
#3dprinting #3dprint #3dprinter #filament
If you have ever wondered how much PLA, PETG, ASA, PA, and PET print strength are affected by the part cooling, here is the new video:
youtu.be/LLr1J-xyRG4
Results are very surprising! 😎
Small sneak peek of PLA results!
#3dprinting #3dprint #3dprinter #filament
youtu.be/LLr1J-xyRG4
Results are very surprising! 😎
Small sneak peek of PLA results!
#3dprinting #3dprint #3dprinter #filament
August 8, 2025 at 2:49 PM
If you have ever wondered how much PLA, PETG, ASA, PA, and PET print strength are affected by the part cooling, here is the new video:
youtu.be/LLr1J-xyRG4
Results are very surprising! 😎
Small sneak peek of PLA results!
#3dprinting #3dprint #3dprinter #filament
youtu.be/LLr1J-xyRG4
Results are very surprising! 😎
Small sneak peek of PLA results!
#3dprinting #3dprint #3dprinter #filament
After many prints and tests, I finally have the detailed answer to a very important question. 🙃
Also, my brain is cooked after this... week... of testing...
Also, my brain is cooked after this... week... of testing...

July 21, 2025 at 1:35 PM
After many prints and tests, I finally have the detailed answer to a very important question. 🙃
Also, my brain is cooked after this... week... of testing...
Also, my brain is cooked after this... week... of testing...
These parts look almost fake as they turned out that good! 😎
Printed on my Voron 2.4 with a 0.5mm nozzle using Sunlu PA12-CF, with outer walls printed first.
Used 5 walls and 50% infill, so some warping was hard to avoid. Good thing that didn’t impact the design.
Printed on my Voron 2.4 with a 0.5mm nozzle using Sunlu PA12-CF, with outer walls printed first.
Used 5 walls and 50% infill, so some warping was hard to avoid. Good thing that didn’t impact the design.

July 15, 2025 at 11:56 AM
These parts look almost fake as they turned out that good! 😎
Printed on my Voron 2.4 with a 0.5mm nozzle using Sunlu PA12-CF, with outer walls printed first.
Used 5 walls and 50% infill, so some warping was hard to avoid. Good thing that didn’t impact the design.
Printed on my Voron 2.4 with a 0.5mm nozzle using Sunlu PA12-CF, with outer walls printed first.
Used 5 walls and 50% infill, so some warping was hard to avoid. Good thing that didn’t impact the design.
It still blows my mind how big this badge feels in my hands, but looks so small inside a huge 3D printer... 😂
It was CNC machined from aluminum by @pcbwayofficial.bsky.social 👍
It was CNC machined from aluminum by @pcbwayofficial.bsky.social 👍
July 14, 2025 at 9:56 AM
It still blows my mind how big this badge feels in my hands, but looks so small inside a huge 3D printer... 😂
It was CNC machined from aluminum by @pcbwayofficial.bsky.social 👍
It was CNC machined from aluminum by @pcbwayofficial.bsky.social 👍
Surely, you wouldn't be printing an even bigger 3D printer on an already massive one, right?
July 10, 2025 at 2:30 PM
Surely, you wouldn't be printing an even bigger 3D printer on an already massive one, right?
600x600mm Fysetc Venture XL video out!
youtu.be/bkw03qd5JTM
The size of this Thing is INSANE!!! 🙃
But is it good or just another big 3D printer plagued with many issues? Watch the video!
youtu.be/bkw03qd5JTM
The size of this Thing is INSANE!!! 🙃
But is it good or just another big 3D printer plagued with many issues? Watch the video!

SUPER-SIZING VORON 2.4! (Fysetc Venture XL)
YouTube video by PRINTING PERSPECTIVE
youtu.be
July 9, 2025 at 3:02 PM
600x600mm Fysetc Venture XL video out!
youtu.be/bkw03qd5JTM
The size of this Thing is INSANE!!! 🙃
But is it good or just another big 3D printer plagued with many issues? Watch the video!
youtu.be/bkw03qd5JTM
The size of this Thing is INSANE!!! 🙃
But is it good or just another big 3D printer plagued with many issues? Watch the video!
Who said PETG is hard to print? Just fully dry it and tune retractions. This is with a 0.6mm nozzle BTW.
July 4, 2025 at 3:13 PM
Who said PETG is hard to print? Just fully dry it and tune retractions. This is with a 0.6mm nozzle BTW.
Maybe this will visually better show why you never print Voron parts from PETG...
I kept both parts for 5min in the Sunlu E2 Dryer at 90 °C.
The PETG part becomes like TPU, and the ABS part is still perfectly stiff with no deformation.
I kept both parts for 5min in the Sunlu E2 Dryer at 90 °C.
The PETG part becomes like TPU, and the ABS part is still perfectly stiff with no deformation.
June 25, 2025 at 10:33 AM
Maybe this will visually better show why you never print Voron parts from PETG...
I kept both parts for 5min in the Sunlu E2 Dryer at 90 °C.
The PETG part becomes like TPU, and the ABS part is still perfectly stiff with no deformation.
I kept both parts for 5min in the Sunlu E2 Dryer at 90 °C.
The PETG part becomes like TPU, and the ABS part is still perfectly stiff with no deformation.
You think the linear rail reassembly is hard?
Well, it is a piece of cake compared to reassembling the ballscrew... 🥲🥲🥲
Well, it is a piece of cake compared to reassembling the ballscrew... 🥲🥲🥲

June 15, 2025 at 12:43 PM
You think the linear rail reassembly is hard?
Well, it is a piece of cake compared to reassembling the ballscrew... 🥲🥲🥲
Well, it is a piece of cake compared to reassembling the ballscrew... 🥲🥲🥲
Fysetc Venture XL + Phaetus Rapido 2 UHF upgrade. Printing Sunlu regular PETG (0.6mm nozzle at 0.3mm layer height).
So... This was ~0.7kg print... and it wasn't even that big. 3kg spools are the norm here. But the variety of them and air-tight dry boxes are so limited. 🥲
So... This was ~0.7kg print... and it wasn't even that big. 3kg spools are the norm here. But the variety of them and air-tight dry boxes are so limited. 🥲
June 10, 2025 at 12:26 PM
Fysetc Venture XL + Phaetus Rapido 2 UHF upgrade. Printing Sunlu regular PETG (0.6mm nozzle at 0.3mm layer height).
So... This was ~0.7kg print... and it wasn't even that big. 3kg spools are the norm here. But the variety of them and air-tight dry boxes are so limited. 🥲
So... This was ~0.7kg print... and it wasn't even that big. 3kg spools are the norm here. But the variety of them and air-tight dry boxes are so limited. 🥲
This is probably the most unconventional hotend design that I have seen so far... The Mellow NF FluxHeat hotend.
35mm length meltzone (the longest from all my tested hotends) and standard V6 nozzles.
Do you think it could outperform any of the current TOP 3 hotends? 🧐
35mm length meltzone (the longest from all my tested hotends) and standard V6 nozzles.
Do you think it could outperform any of the current TOP 3 hotends? 🧐


June 6, 2025 at 2:08 PM
This is probably the most unconventional hotend design that I have seen so far... The Mellow NF FluxHeat hotend.
35mm length meltzone (the longest from all my tested hotends) and standard V6 nozzles.
Do you think it could outperform any of the current TOP 3 hotends? 🧐
35mm length meltzone (the longest from all my tested hotends) and standard V6 nozzles.
Do you think it could outperform any of the current TOP 3 hotends? 🧐
Surely for a 600x600mm heatbed (4x beds), the 0.17mm range is good enough...
I could probably squeeze to 0.15mm, but that would be just a waste of time with no real benefit. 🤓
I could probably squeeze to 0.15mm, but that would be just a waste of time with no real benefit. 🤓

June 4, 2025 at 11:24 AM
Surely for a 600x600mm heatbed (4x beds), the 0.17mm range is good enough...
I could probably squeeze to 0.15mm, but that would be just a waste of time with no real benefit. 🤓
I could probably squeeze to 0.15mm, but that would be just a waste of time with no real benefit. 🤓
You can never have too many heatbeds... wait what!??

May 19, 2025 at 12:17 PM
You can never have too many heatbeds... wait what!??
NEW VIDEO: youtu.be/QsFdZYigH1g
Testing these hotends by layer adhesion and extrusion force:
- Slice Engineer Mako
- MicroSwiss FlowTech
- Phaetus Conch M6
- 3Dc Starlex DHB
- E3D HF ObXidian
Thanks to all the companies that participated in this testing!
Testing these hotends by layer adhesion and extrusion force:
- Slice Engineer Mako
- MicroSwiss FlowTech
- Phaetus Conch M6
- 3Dc Starlex DHB
- E3D HF ObXidian
Thanks to all the companies that participated in this testing!



May 17, 2025 at 3:06 PM
NEW VIDEO: youtu.be/QsFdZYigH1g
Testing these hotends by layer adhesion and extrusion force:
- Slice Engineer Mako
- MicroSwiss FlowTech
- Phaetus Conch M6
- 3Dc Starlex DHB
- E3D HF ObXidian
Thanks to all the companies that participated in this testing!
Testing these hotends by layer adhesion and extrusion force:
- Slice Engineer Mako
- MicroSwiss FlowTech
- Phaetus Conch M6
- 3Dc Starlex DHB
- E3D HF ObXidian
Thanks to all the companies that participated in this testing!
When people say Venture XL is big, IT IS BIG!
Even the photos don't relay the actual size... It is ridiculous!
This thing is never leaving this place, even if someone tried to steal it. 😂
Even the photos don't relay the actual size... It is ridiculous!
This thing is never leaving this place, even if someone tried to steal it. 😂

May 5, 2025 at 4:59 PM
When people say Venture XL is big, IT IS BIG!
Even the photos don't relay the actual size... It is ridiculous!
This thing is never leaving this place, even if someone tried to steal it. 😂
Even the photos don't relay the actual size... It is ridiculous!
This thing is never leaving this place, even if someone tried to steal it. 😂
Here are the first extrusion force results (220°C PLA). Stock Bambu Lab hotend vs E3D HF ObXidian.
Same length melt zone. Regular vs CHT design. I don't know how this E3D hotend still manages to keep amazing me... 🤯
(lower=better)
#3dprint #3dprinter #3dprinting
Same length melt zone. Regular vs CHT design. I don't know how this E3D hotend still manages to keep amazing me... 🤯
(lower=better)
#3dprint #3dprinter #3dprinting

May 2, 2025 at 2:32 PM
Here are the first extrusion force results (220°C PLA). Stock Bambu Lab hotend vs E3D HF ObXidian.
Same length melt zone. Regular vs CHT design. I don't know how this E3D hotend still manages to keep amazing me... 🤯
(lower=better)
#3dprint #3dprinter #3dprinting
Same length melt zone. Regular vs CHT design. I don't know how this E3D hotend still manages to keep amazing me... 🤯
(lower=better)
#3dprint #3dprinter #3dprinting
Does layer adhesion correlate with the required extrusion force? 🧐
I have some nice and interesting hotends to test:
SliceEngineer Mako™
MicroSwissLLC FlowTech™
phaetus3D Conch V6
Swiss3Dc Starlex DHB
🙃
I have some nice and interesting hotends to test:
SliceEngineer Mako™
MicroSwissLLC FlowTech™
phaetus3D Conch V6
Swiss3Dc Starlex DHB
🙃

May 1, 2025 at 4:43 PM
Does layer adhesion correlate with the required extrusion force? 🧐
I have some nice and interesting hotends to test:
SliceEngineer Mako™
MicroSwissLLC FlowTech™
phaetus3D Conch V6
Swiss3Dc Starlex DHB
🙃
I have some nice and interesting hotends to test:
SliceEngineer Mako™
MicroSwissLLC FlowTech™
phaetus3D Conch V6
Swiss3Dc Starlex DHB
🙃
If we have variable print speed for overhangs, wouldn't it also make sense to have variable print cooling fan speed?
It should be easy to implement, as it is the opposite of the print speed, no? I would love this for filaments like ABS, PA, for the best strength and the look.
It should be easy to implement, as it is the opposite of the print speed, no? I would love this for filaments like ABS, PA, for the best strength and the look.

April 23, 2025 at 11:17 AM
If we have variable print speed for overhangs, wouldn't it also make sense to have variable print cooling fan speed?
It should be easy to implement, as it is the opposite of the print speed, no? I would love this for filaments like ABS, PA, for the best strength and the look.
It should be easy to implement, as it is the opposite of the print speed, no? I would love this for filaments like ABS, PA, for the best strength and the look.
I can't believe I only now thought of this... 🤦♂️
You can pack so much more desiccant into the AMS unit if you also put desiccant into the middle of the spools.
I used this model (but there are a lot of them): makerworld.com/en/models/12...
You can pack so much more desiccant into the AMS unit if you also put desiccant into the middle of the spools.
I used this model (but there are a lot of them): makerworld.com/en/models/12...

April 20, 2025 at 1:41 PM
I can't believe I only now thought of this... 🤦♂️
You can pack so much more desiccant into the AMS unit if you also put desiccant into the middle of the spools.
I used this model (but there are a lot of them): makerworld.com/en/models/12...
You can pack so much more desiccant into the AMS unit if you also put desiccant into the middle of the spools.
I used this model (but there are a lot of them): makerworld.com/en/models/12...
Sometimes I have stupid ideas. But those might evolve into clever ones. I bet you have no idea what a hell this is... 😅


April 3, 2025 at 12:07 PM
Sometimes I have stupid ideas. But those might evolve into clever ones. I bet you have no idea what a hell this is... 😅
[NEW VIDEO] youtu.be/2llbJXqTmow
In this video, I explored what happens if you print at a narrower extrusion width than the nozzle size.
In this video, I explored what happens if you print at a narrower extrusion width than the nozzle size.

Getting MORE DETAILS in 3D PRINTS – Testing Slicer "HACKS"
YouTube video by PRINTING PERSPECTIVE
youtu.be
April 3, 2025 at 4:59 AM
[NEW VIDEO] youtu.be/2llbJXqTmow
In this video, I explored what happens if you print at a narrower extrusion width than the nozzle size.
In this video, I explored what happens if you print at a narrower extrusion width than the nozzle size.
If it can actually make high quality dual-material prints to my standards, this might be a perfect printer for DIYers to make way more advanced function parts. :)
But I don't think it will replace the P1/X1 for more casual makers.
But I don't think it will replace the P1/X1 for more casual makers.

Meet the H2D & H2D Laser. 🎉
Our most advanced multifunctional manufacturing hub yet.
Ready to take personal manufacturing to the next level?
Order now.
👀 www.youtube.com/watch?v=idOY...
#BambuH2D #RethinkPersonalManufacturing
Our most advanced multifunctional manufacturing hub yet.
Ready to take personal manufacturing to the next level?
Order now.
👀 www.youtube.com/watch?v=idOY...
#BambuH2D #RethinkPersonalManufacturing

Meet Bambu Lab H2D | Your Personal Manufacturing Hub
YouTube video by Bambu Lab
www.youtube.com
March 25, 2025 at 5:35 PM
If it can actually make high quality dual-material prints to my standards, this might be a perfect printer for DIYers to make way more advanced function parts. :)
But I don't think it will replace the P1/X1 for more casual makers.
But I don't think it will replace the P1/X1 for more casual makers.
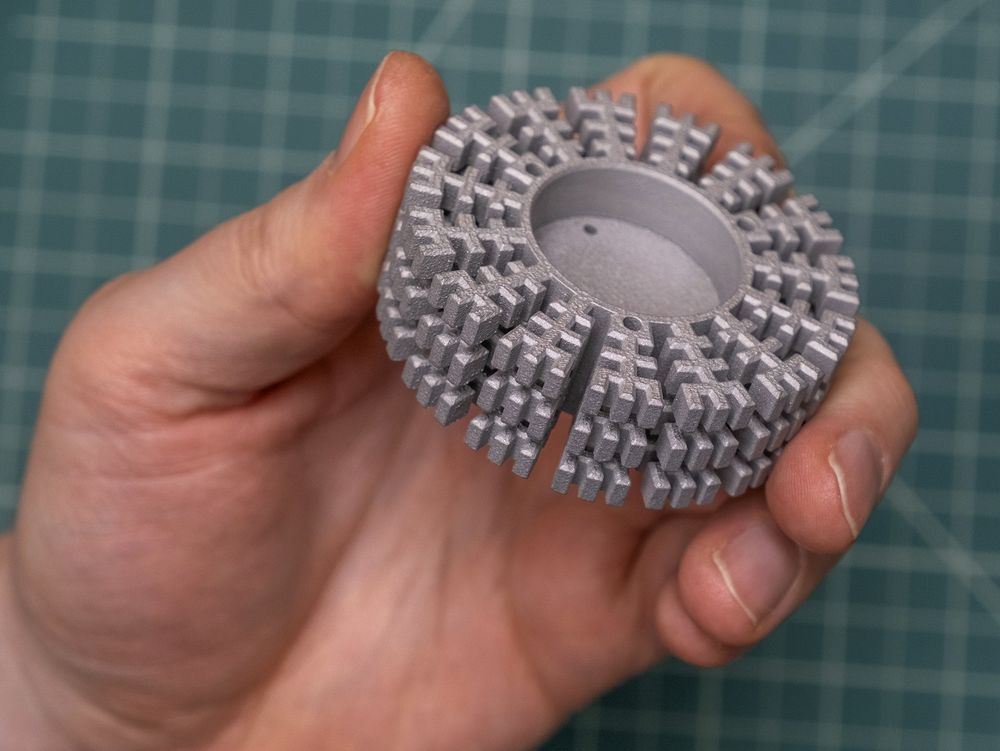
I never expected this heatsink to turn out so beautiful.
3D printed from aluminum by @pcbwayofficial.bsky.social
I still need to sand the mounting surface and tap the threads, but hopefully, the huge amount of surface area will help dissipate heat better than any regular heatsink of this size. 😊
3D printed from aluminum by @pcbwayofficial.bsky.social
I still need to sand the mounting surface and tap the threads, but hopefully, the huge amount of surface area will help dissipate heat better than any regular heatsink of this size. 😊
March 20, 2025 at 2:04 PM
I never expected this heatsink to turn out so beautiful.
3D printed from aluminum by @pcbwayofficial.bsky.social
I still need to sand the mounting surface and tap the threads, but hopefully, the huge amount of surface area will help dissipate heat better than any regular heatsink of this size. 😊
3D printed from aluminum by @pcbwayofficial.bsky.social
I still need to sand the mounting surface and tap the threads, but hopefully, the huge amount of surface area will help dissipate heat better than any regular heatsink of this size. 😊
Sometimes, settings you never would use give interesting surface texture results. I can't wait to test the layer adhesion; it should be tragic... 😆

March 19, 2025 at 1:12 PM
Sometimes, settings you never would use give interesting surface texture results. I can't wait to test the layer adhesion; it should be tragic... 😆